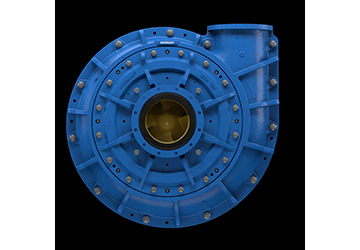
Weir Marks 60 Years of WARMAN® AH® Pump

Weir is celebrating 60 years of its WARMAN® AH® horizontal slurry pump, which first launched in 1965 and has since become a benchmark for performance and reliability in slurry handling. The pump has been widely used across mine sites for critical processes such as cyclone feed, flotation, regrind, and tailings, helping operations maintain productivity under demanding conditions. Its robust design and engineering focus have contributed to its longevity and status as one of the most recognised slurry pumps in the industry, reports the company.
Over the decades, the WARMAN® AH® horizontal slurry pump has evolved through continuous improvement, guided by real-world data and customer feedback. Weir says that ongoing updates have enhanced its durability, efficiency, and environmental performance, ensuring the model remains suited to modern mining applications while helping to reduce operating costs and environmental impact.
“Over the years, the WARMAN AH horizontal slurry pump has undergone countless iterations, each driven by rigorous testing and direct customer feedback. We’ve created a configurable solution that can be tailored to meet the evolving demands of mining customers, without compromising on performance or reliability.” said John McNulty, Vice President Global Engineering & Technology at Weir.
For more information
Categories: Mineral - Processing Equipment Pumps
2025-10-06 | Weir | United Kingdom | Views 161
More from Weir